作者: admin
来源: 未知
发布日期: 2019-06-04
信息摘要:
化工企业的vocs废气成分比较复杂,一般为多组份混合气体,目前化工企业常见的有机废气治理设施为蓄热式热氧化炉(rto)。与传统的催化燃烧、直燃式热氧化炉(to)相比,具有热效
化工企业的vocs废气成分比较复杂,一般为多组份混合气体,目前化工企业常见的有机废气治理设施为蓄热式热氧化炉(k8凯发-凯发平台)。与传统的催化燃烧、直燃式热氧化炉(to)相比,具有热效率高(≥95%)、运行成本低、能处理大风量低浓度等优点。
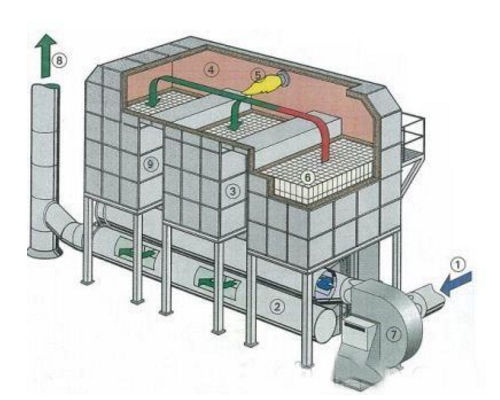
其原理是把有机废气加热到760℃ 以上,使废气中的 voc 氧化分解成二氧化碳和水。氧化产生的高温气体流经特制的陶瓷蓄热体,使陶瓷体升温而“蓄热”,此“蓄热”用于预热后续进入的有机废气,从而节省废气升温的燃料消耗。陶瓷蓄热体分成两个(含两个)以上的区或室,每个蓄热室依次经历蓄热-放热-清扫等程序,周而复始,连续工作。蓄热室“放热”后应立即引入部分已处理合格的洁净排气对该蓄热室进行清扫(以保证voc 去除率在 99%以上),只有待清扫完成后才能进入“蓄热” 程序。rto 技术适用于大风量、中低浓度的废气治理,是目前国内治理有机废气较成熟、实用的方法。近几年来各级环保部门都在推广 rto技术,但由于发生过数起废气处理系统爆炸事故,且没有发布正式的事故调查报告,事故原因不明,使不少企业对废气处理系统心有余悸,不敢使用rto 技术。本文来分析化工厂废气处理系统的爆炸原因,并提出了安全对策措施,以供化工企业废气处理系统的防爆设计或安全隐患排查治理。
直接燃烧法、催化燃烧法、蓄热式热氧化炉(rto)设备本身,只有在点火时,如果违反操作规程,先送气后点火才会产生爆炸,废气处理系统爆炸的根本原因是废气中可燃气体的浓度处于爆炸极限同时存在点火源。因此防止废气处理系统爆炸的主要措施,是要控制各废气吸入点吸入的各有机气体浓度小于爆炸下限,建议以爆炸下限30%(v/v)为设防值(我们在此称之为安全浓度)。如果某点吸入的有机气体浓度过高,则应采取冷却或冷冻的方法,采用金属换热器(如板式冷凝器)和金属管道(要防静电接地),使其中的有机气体安全地冷却成液体回流或收集到某容器,使进入废气收集系统的废气浓度降低到安全浓度。以蓄热式热氧化炉(rto)为例,仔细阅读其使用说明中,rto 设备生产厂家均提到只适用于低浓度(低于30%lfl)、大风量。
化工企业不仅要关注正常状况下,各废气吸入点吸入的废气浓度;更要关注非正常状态下,各废气吸入点吸入的废气浓度,例如要考虑反应器冲料、安全泄放等高浓度有机气体,大大高于爆炸下限,切不可排入只适用于低浓度有机废气处理系统(降浓预处理装置),以防产生废气管道系统和处理设施发生爆炸事故。由于废气管道连接许多设备和车间,废气处理系统的爆炸事故,严重时会引起其他设备或车间的连锁反应。对有可能产生冲料和反应失控的反应器,企业应预先研究采取安全排放的措施,首先应采取温度和压力的检测报警或连锁等安全自动化手段,防止冲料和反应失控制现象的发生;其次应设计安全泄料设施,以满足万一发生冲料事故或反应失控制安全泄放系统动作,大量有机体气体的安全泄放和处理,例如设计事故缓冲罐,甚至高空排放设施。

安全对策措施:
(1)要对高浓度废气进行预处理,降低排入废气处理系统的可燃物浓度,如对反应釜废气排放口设冷却或冷冻回收装置,或活性碳纤维吸附回收装置;禁止高于爆炸下限的可燃蒸汽和可燃气体排入废气管道系统。
(2)在废气系统设计前,要对各废气吸入点的可燃物浓度进行检测分析,控制各废气吸入点的易燃物质的浓度低于爆炸下限,并要进行正常工作状态或非正常工作状态下的可燃气体浓度检测。
(3)反应釜应尽可能采用密闭式,避免有空气(氧气)进入反应釜和废气管道,降低高浓度废气中氧气含量,当然能惰性化(如充氮)更好。
(4)对各车间内产生的废气进行分析,存在禁忌物质的废气应分开处理。
(5)当废气管道内可能沉积危险物质时(如活性碳、叠氮化合物等)时应考虑对废气管道进行定期清洗。
(6)在废气管道设计、安装时须应考虑有一定的斜度,方便积液的排除,避免积液积聚过多而导致废气管变形和残留的混合物过多,引起二次爆炸;并对废气总管内的积液进行定时排液。
(7)废气管道在各危险点(如支管接入总管处)设泄爆板,以减少爆炸气体大量回冲反应釜,产生连锁反应。
(8)在各车间废气支管与总管连接处采用软连接,方便事故状态下的紧急切断,或在各车间废气支管上加装阻火器,也可以在各车间设置水喷淋预处理塔(注:此水喷淋预处理塔同时还能起到阻火作用;此喷淋水应定期检测,超过规定浓度时应及时更换),预处理后排到废气总管,以防故状态下的火灾蔓延。如经济实力许可,废气管道应优先采用不锈钢材料,以便更好地消除废气管道的静电。
